NEWS
行業資訊

NEWS
發布者: 福達 時間:2022-8-30 10:54:44
 點焊機焊接鍍鋅板的三大要素
點焊機焊接鍍鋅板的三大要素
1、點焊機焊接時間:中頻逆變直流鍍鋅板點焊機在焊接鍍鋅板時,主要是采用短時間大電流的強規範焊接方式。在焊接電流輸出和壓力一定的情況下,在很短的焊接時間使工件熔接在一起,焊接時間過長,熱量輸入過多也會產生噴濺,反而使焊點強度下降。
??2、點焊機焊接電流:電流對產生熱量的影響比電阻和時間兩點焊機者都大,電流過大產生噴濺,焊點強度下降。為了保證焊出焊點的熔核尺寸和焊點強度,點焊機焊接時間與點焊機焊接電流在一定範圍內可以相互補充。
??3、點焊機電壓力:壓力過小,易產生噴濺;壓力過大,使焊接區接觸麵積加大,電流密度減小,熔核尺寸下降,嚴重時會出現未焊透的缺陷。
點焊機焊接時間、點焊機焊接電流和電極壓力三因素是相輔點焊機相成的,要想保證焊點強度,需使三者有效地配合。
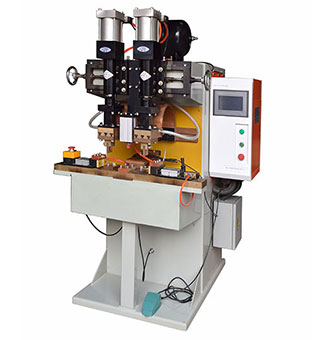
特殊設計一體化加壓氣缸,確保加壓的穩定性和隨動性及焊接速度。多通路強製水冷卻係統,保證長期運行可靠性。點焊機和凸焊兼用,大發揮焊接性能。配備恒壓、恒流、多段放電、爬坡及集群控製等多功能微電腦控製器,輕鬆滿足客戶對焊接產品品質的高要求。
自動點焊機在焊接過程中的普遍問題是:在焊接過程中焊點未熔透而發生飛濺,從而使點焊機的焊接不良,所以在實踐的運用要注意:
焊點未穿透,熔核形成不良或未形成
1.不滲透,即點焊時,沒有“扁豆”狀的熔核排列。這種缺陷非常危險,它將大大改變焊點的強度。
2.調試焊接參數。如果校準確認參數沒有問題,則需要檢查主電源電路,例如:電源是否充足,焊接變壓器是否損壞等。點焊機
文章由:移動點焊機www.shfangze.com佛山市球盟会体育(中国)官方网站焊接設備有限公司整理提供,此文觀點不代表本站觀點
地址:廣東省佛山市南海區獅山鎮小塘工業大道82號萬洋眾創城1棟303~304房
傳真:0757-86401665